








サブゼロ装置
-
有効
600×400×800 -
各種工程
-150~-10℃
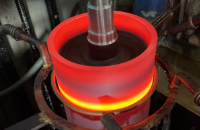
Salt Quenching
変形防止品向け
15時まで
※土日はお休みです
翌朝9時
※条件によりますので、詳細はお問い合わせください。
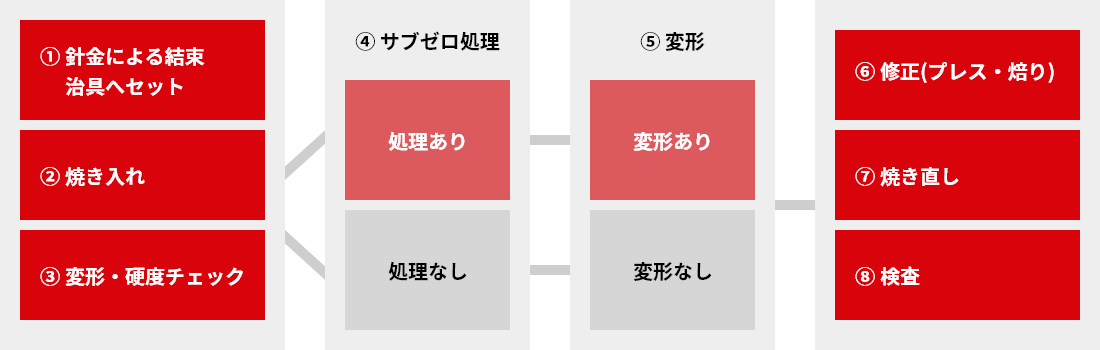
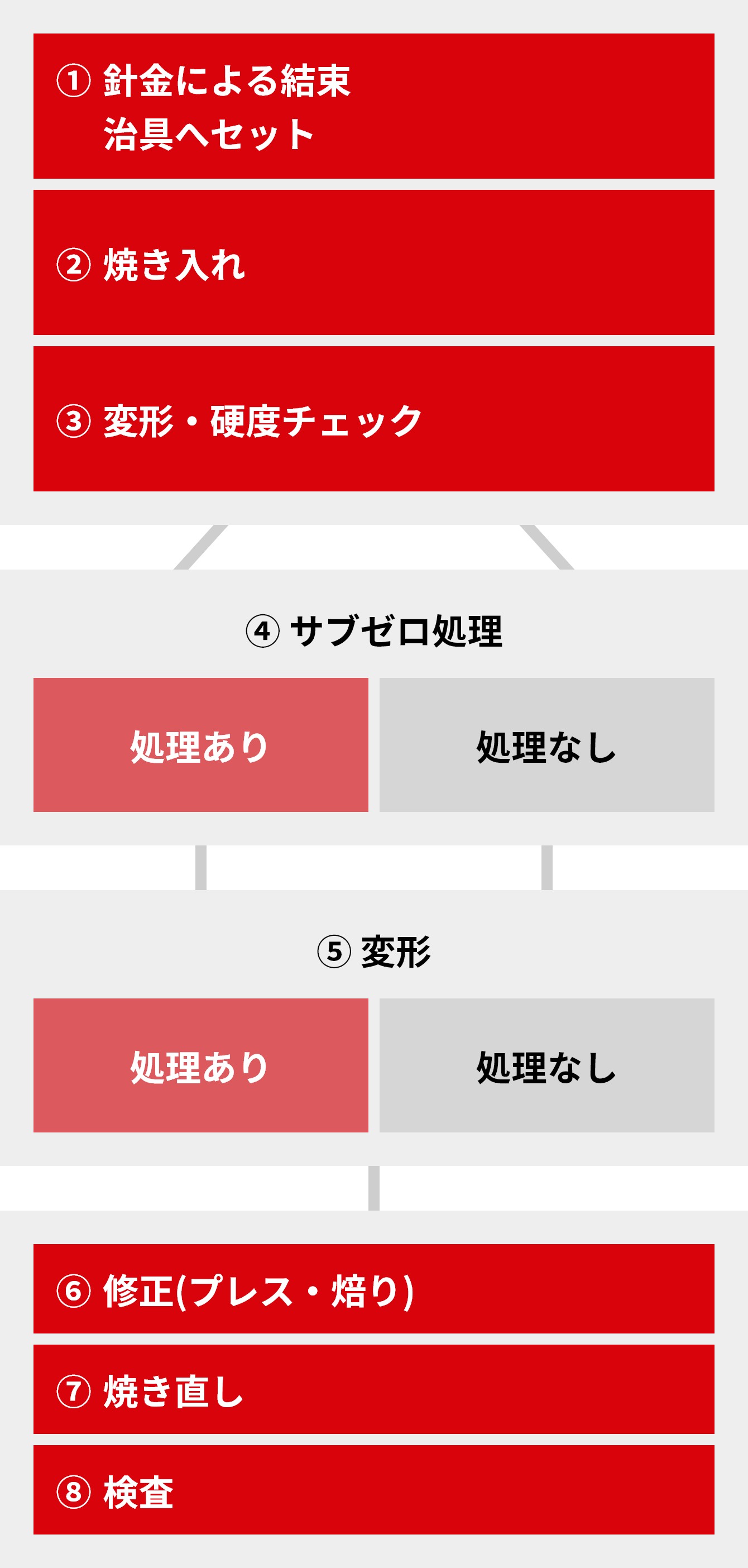
サブゼロ処理は、鋼を焼入れした場合に存在する残留オーステナイトを-80℃前後の冷温に冷却することでマルテンサイトに変態させ、硬度の均一化と増加、機械的性質の向上、寸法の安定化、着磁性の向上等を目的とした処理です。-196℃の超サブゼロも行っております。
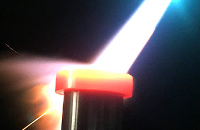
曲がり取りとは焙りを行い、目視では分かりづらい0.1㎥の曲がりまで直す手法になります。
材質に合わせて熱の入れかたや温度を変えて調整を行います。調整が難しく割れたりなどのトラブルにもなってしまうのでプロの技術者が経験に基づき曲がり取りを行います。
01
02
03
各種工程
材質
形状・
サイズ
硬度
個数
納期
2023.07.18
各種工程
材質
形状・
サイズ
硬度
個数
納期
2023.04.21
各種工程
材質
形状・
サイズ
硬度
個数
納期
2022.03.22
各種工程
材質
2019.11.08
各種工程
材質
2019.11.08
各種工程
材質
2019.11.08